
Tesla’s Dry Cathode 4680 battery is a sort of SSB
Tesla entered validation testing of its very first Dry Cathode 4680 cells in July of 24 for a prototype Cybertruck. Since then, a ramp-up in the battery production factory means that Tesla is satisfied with the production of these cells. Afterwards, Tesla produced enough cells to build nearly 60,000 Cybertrucks. Ramping-up is the key to the cost reduction goal across the lineup.
The 4680 batteries not only incorporate bold design innovations but also optimizes the manufacturing process with unique approaches such as dry electrode coating, integrated tab and ear cutting, laser welding, and the integration of Cell-to-Chassis (CTC) with die-casting. These advancements significantly enhance the battery’s performance, efficiency, and controllability of production costs. Tesla realized early on that whoever possesses the most reliable battery technology will control the future of new energy vehicles
Tesla’s 4680 Dry Electrode technology
Tesla incorporated Dry Electrode technology in the design of its 4680 batteries.
Manufacturing process — specifically is the ‘Dry Battery Electrode’ process [Powder to Film]. Original technology was that Tesla acquired in a buyout of a company called Maxwell in 2019. Successful iteration implementation of the technology reduces size & cost of battery production drastically.
This Technology can be applied to both the anode and cathode simultaneously.
Dry Electrode Process
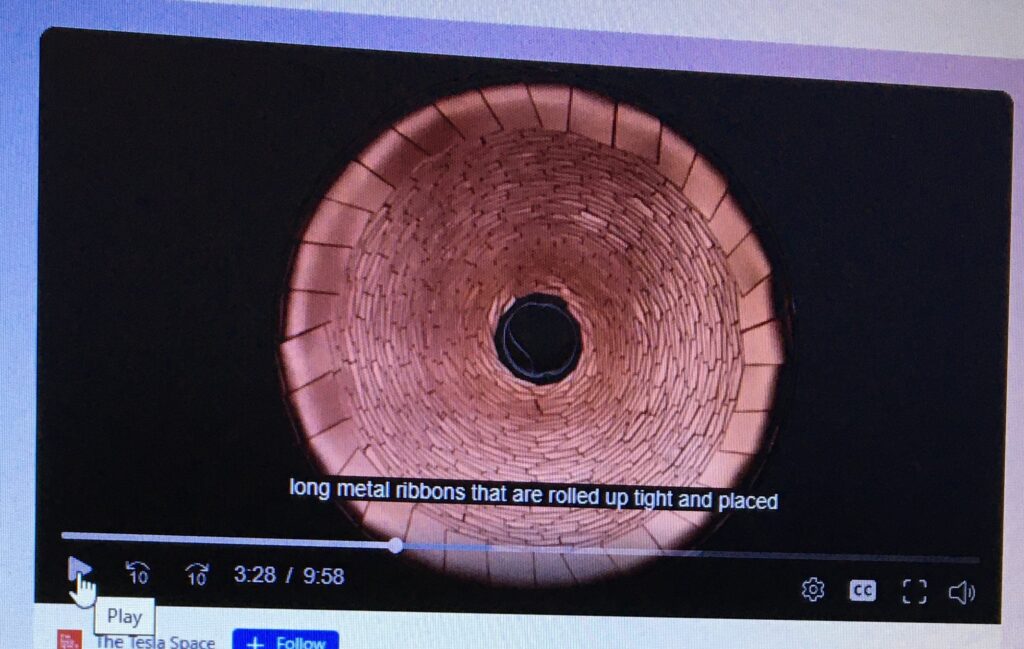
The inside of a cylindrical 4680 battery cell is essentially just long metal ribbons that are raked up tight and placed inside a metal can. One ribbon is for the positive side and one for the negative side. Tesla figured out early on how to make a half of the battery in a Dry Process. The anode or negative side of the battery is easier and cheaper side of battery to manufacture. It is mostly just a sheet of copper foil with graphite on top and a bit of silicon mixed in.
Much more complex side is Cathode, the +ve side is more resistant to dry manufacturing.
Al, Ni, Mn, and Co resides in the battery. Battery cathodes have to go through a process called ‘Calendaring.’ It is basically just compressing the powdered material down to a particular thickness (~55micron). The cathode goes through rollers where it presses out flat like a pasta dough. Dry cathode material is too hard. In order to avoid any damage to the roller, Tesla uses hardened steel drums with chrome plated making a perfectly smooth surface on the exterior. Tesla also upgraded more extensively the production equipment and a change in the manufacturing procedure. With all these changes Tesla finally overcame a cost issue after 5 years of tiresome experimentation, the Dry Cathode problem has finally been solved.
Anode + Si → More Li ions to be stored in this side, accepts more (+) charges
Active Cathode particles are mixed with polytetrafluoroethylene (PTFE), which fibers the material. The powder is then directly rolled into a thin film and pressed onto aluminum or copper foil to create the electrode sheets. Dry electrode technology allows for the addition of more material to the cathode, as the density of the powder is higher than that of the liquid. As a result, the thickness of the electrode material increases from 55 microns to 60 microns, which enhances the activity of the electrode and boosts energy density by about 5%, further extending the battery’s cycle life. Additionally, the removal of solvents lowers production costs.

Tesla’s 4680 batteries
Jelly Roll -Inside 4680 Cell
Inside the cell there are 3 main layers, the anode, cathode and separator. They are long thin sheets that get coiled up tightly and they are called Jelly roll. But sometimes that roll doesn’t line up perfectly. If the roll does not fit the case properly then the cell has to be rejected. Now, for the issues associated with the unique design of the 4680 cells along with the dry battery electrode process (Powder → Film; originally introduced by Maxwell Industries, Tesla perfected it based on its choice).
The tablet’s design is also an industry first and the much longer jelly roll for the much wider cylindrical cell means they would start to hit some alignment issues. These all make perfect sense, not a matter of concern at all. Already a FIX for most of these issues in
Next Generation 4680.
By adding more intrigue to the situation, — a follow-up report is presented here. Tesla has begun implementing an entirely new machine to produce the 4680 cells. An upgrade in efficiency that combines 3 separate machines into one single machine.
3 – in 1 Machine
Machine 1 – Notching Machine 2 -Winding Machine 3 – Welding
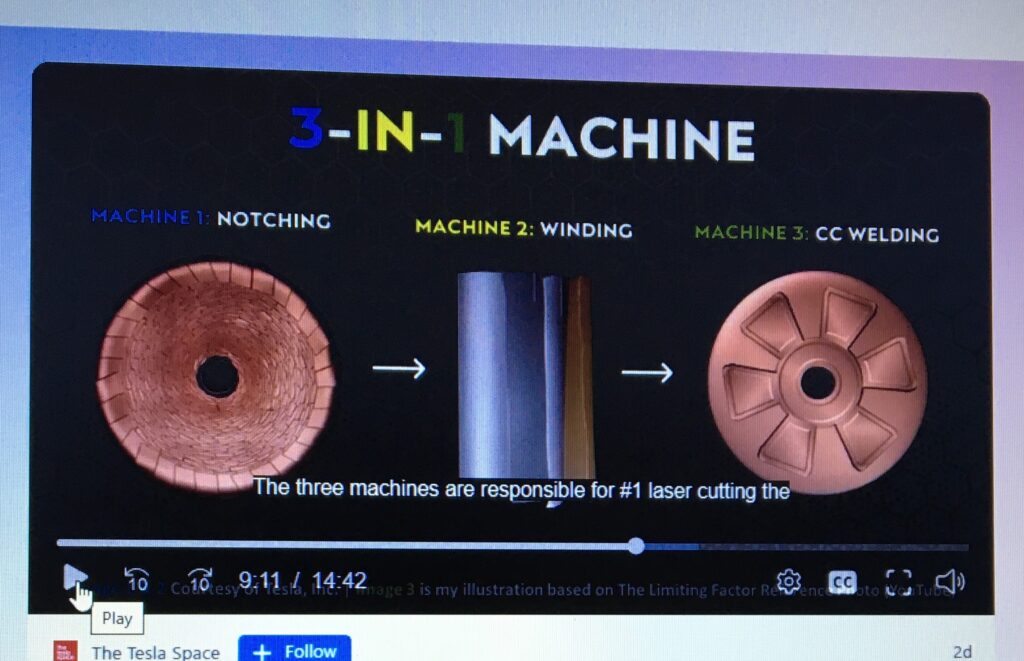
The three machines are responsible for #1: laser cutting the flags into the edge of the electrode foils and then folding them over using puffs of compressed air to create the tablets connections. #2: Rolling those electrode sheets with the separator layer into tight jelly roll. #3. A welding machine that attaches the current collector plates to the tablet’s terminal end. This current collector is placed in between the jelly roll and the end cap of the cell casing.
Gen 2 cells are distinguishable by a unique design on the bottom of the cell with spiral indentation pattern. [See Reference 3] This is the most recent change brought to the cell design, but no one really knew what it was. The new part is now serving double duty as both the current collector and the end cap. The three-pointed indentation is laser welded directly to the tablet’s electrode terminal and then the liquid electrolyte is added through the hole in the center before the case closed. By removing separate current collector Tesla is actually freeing up more space inside the cell casing. That means they can actually make the jelly roll taller to fill that excess space. Excess space, which means more active electrode material means a scope for more ED in the cell.
TESLA is now building Cybertruck with the Dry Cathode process. Battery cathodes in this truck were made on mass production equipment. Machines (Giga press) made these batteries ready and remained standby to roll over again (100 million or so)- for volume production of Cybertrucks. Analysis below:
Ni, Co, Mn (NCM), lithium-ion cathode chemistry
1344 individual battery cells in one Tesla Cybertruck battery with a combined total energy of 123kWhs. (individual cell has 91.5Wh of capacity. [Total wt of battery ~1600ibs. Heavy]
Battery is a structural element of the vehicle.
An extended range of about 38% = 47kWh (Total 170kWh —-470miles)
~10% more energy-dense than the initial ones
Since there is no liquid in these batteries so why the batteries aren’t considered as Solid-State battery? With NCM chemistry and higher ED, the batteries are demonstrating higher range and more efficient. CEO of Tesla motor spoken highly about Dry Cathode 4680 cell. It is now time to evaluate Dry Cathode 4680 cells to consider as ‘on hand SSbs.’ Dreaming for SSBs which are still distant products —all manufacturers, consumers and reviewers everyone in EV line should consider this DDB swap. This is my opinion only.
REFERENCE:
About Battery
About 4680 – latest update
This piece doesn’t just inform; it evokes a feeling that stays with you, a quiet resonance.
Hi,
Thank you for your comment. I appreciate using careful words of choice.
Anyhow, I am urging you to make a DONATION for fbsolarllc.com
The site needs urgent help.
FB/Host – Fbsolarllc.com